

Оставьте заявку
Мы обязательно свяжемся с вами
Ведущий интегратор 3D-решений в России и СНГ: от подбора оборудования до оказания услуг, включая сервис, печать, консалтинг, инжиниринг
#SIU_новости 28.06.2021
Большинство методов керамического формования требуют литейные шликеры или специальной оснастки, поэтому, когда речь заходит о производстве сложных конфигураций, этап изготовления пресс-формы является самым дорогим и трудоемким. 3D-печать стала подходящей альтернативой как для быстрого прототипирования, так и для производства.
Технологии 3D-печати можно разделить на несколько групп:
• фотолитографию;
• лазерное сплавление;
• ламинирование;
• экструзию;
• FDM;
• струйную печать.
Многие устройства для аддитивного производства или быстрого прототипирования, базирующиеся на этих шести методах, разрабатывались (в основном в США, Европе и Японии) сначала для полимеров, но потребность в функциональных материалах быстро заставила исследователей экспериментировать с металлами и керамикой.
• Binder Jetting – процесс осаждения связующего на керамический порошок. Связующее вещество наносится выборочно на слой материала, формируя твердую поверхность. Операция повторяется последовательными слоями. В конце детали очищаются и спекаются.
• Fused Deposition Modeling (FDM) – метод, который подразумевает построение объектов из расплавляемого керамонаполненного филамента, подаваемого через экструдер. Полученные детали часто с недостаточно хорошим качеством поверхности или точностью геометрических размеров. На модели присутствуют следы поддерживающих структур, которые убираются механически. Сгладить поверхность можно с помощью ацетоновой бани. Далее объект спекается в печи.
• Технология экструзии очень похожа на метод FDM, но операция выполняется без нагревания через экструзионную головку с применением керамической пасты на водной основе.
• Системы селективного лазерного спекания (SLS) используют энергию луча лазера для локального сплавления материала в слой порошка. Было проведено множество исследований прямого спекания керамики с использованием мощных лазеров, как это делается для металлов, но без значимых результатов.
• Фотополимеризация, включающая стереолитографию и цифровая обработка светом (DLP), предполагает проецирование изображения слоя на производственную платформу с помощью лазера или проектора с целью полимеризации определенных областей. В случае, если источник света находится под рабочим столом, могут образовываться межслойные дефекты, также появляется необходимость создания опор для удержания детали при печати, которые затем придется отрезать и зачищать. Это приводит к риску возникновения трещин, являющихся потенциальным источником разрушения.
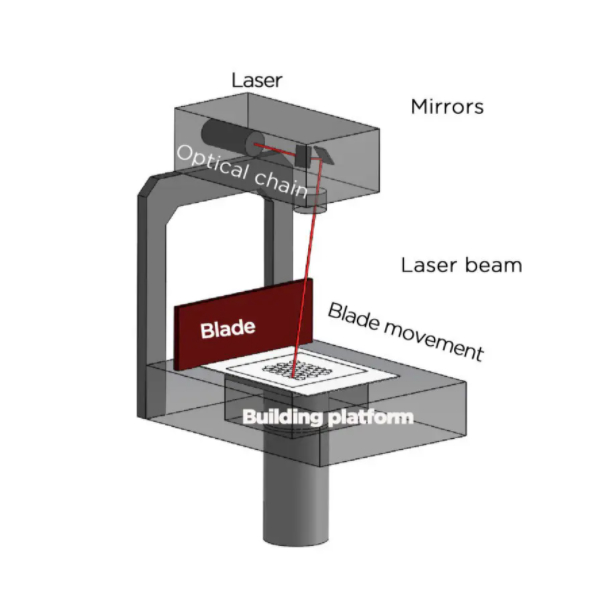
SLA-техника работает по классическому принципу построения объекта – слои керамического материала распределяются с помощью скребка, а затем один или несколько лазеров сканируют сечения, подлежащие отверждению.
• отсутствие межслойных дефектов;
• ограниченное взаимодействие между окружающей средой и полимеризуемой пастой;
• отсутствие или малое количество опор, что значительно экономит время постобработки и гарантирует устранение потенциальных отклонений;
• однородность УФ-обработки по всей поверхности рабочей камеры;
• стабильность суспензии, что важно при работе с пастами разной степени вязкости.
Стереолитография особенно хорошо подходит для 3D-печати керамики. Процесс предполагает использование составов, состоящих из керамических порошков, смешанных с фоточувствительной смолой. Эта технология 3D-печати керамики позволяет получить детали, которые имеют те же качества, что и образцы, изготовленные традиционными способами, такими как прессование, формование или впрыскивание. То есть, конечный экземпляр обладает заданными характеристиками с точки зрения механической прочности, термической стабильности, твердости, химической стойкости, электрических/оптических/магнитных свойств и теплопроводности. Таким образом, процесс стереолитографии сохраняет все характеристики материала и имеет минимальные ограничения по форме.
Технология обеспечивает ряд преимуществ, в том числе печать крупных изделий и без поддержек, что упрощает и сокращает время очистки деталей.
Приготовление керамической пасты
Подготовка суспензии имеет первостепенное значение для создания однородных и плотных изделий из керамики. Различные компоненты смешиваются для получения рецептуры с необходимыми свойствами. Составляющих частей, по крайней мере, четыре, а иногда и пять: фоточувствительная смола, фотоинициатор, загуститель, диспергатор (химический реагент) и керамический порошок. Для достижения однородности различные компоненты смешиваются с помощью определенных миксеров.
Состав должен хорошо наноситься тонкими слоями для идеальной полимеризации, что будет способствовать равномерному удаления связующего и спеканию обожженной детали без образования трещин.
Для применений в медицине разработан фоточувствительный состав на основе керамического порошка фосфатов кальция (HAP гидроксиапатит или TCP трикальцийфосфат) с целью печати заменителей костей. Гидроксиапатит используется для нейрохирургии имплантатов (черепно-лицевых имплантов) с контролируемой пористостью. TCP также применяется в стоматологии и для изготовления заменителей, задействуемых при остеотомии голени.
Другие составы разработаны, в частности, для прецизионного литья с различными спецификациями:
• микроструктурная пористость, полученная на этапе обжига;
• материал заготовки не вступает в реакцию с отлитваемым сплавом, но сохраняет свою форму во время литья.
В аэрокосмической области нитрид кремния Si3N4 очень популярен. Действительно, это один из самых твердых керамических составов, который обладает высокой механической прочностью при экстремальных температурах. Такие характеристики делают его удачным выбором в отраслях с повышенными требованиями к эффективности, например, в космическом секторе.
Более 20 лет процесс стереолитографии совершенствовался и позволил сегодня лидеру 3D-индустрии печати керамики предложить машины для массового производства. Например, C3600 Ultimate обладает областью построения 600*600*300 мм. Сегодня это единственный 3D-принтер на рынке, который обеспечивает такое рабочее пространство для настройки массового выпуска деталей.
3D-печать, называемая также аддитивным производством, открывает массу возможностей, в том числе для изготовления деталей, геометрия которых невозможна иным способом. Данная технология дополняет другие производственные процессы. Керамическая 3D-печать сможет продолжать свое развитие, только если она позволит получить качество деталей, аналогичное изделиям, которые производятся традиционными процессами, используемыми в течение многих лет в промышленности. Из всех методов 3D-печати керамики на данный момент времени это позволяет сделать только технология фотополимеризации, и в первую очередь SLA.
Мы обязательно свяжемся с вами



